
羊绒粗纺针织纱的物理指标有:线密度(支数)偏差率、变异系数,强力、强力变异系数,捻度偏差率、变异系数,起球,含油脂数。其中每项指标分优等、一等、二等、等外几个等级。而支数的控制更重要一些。
1 设备配置和走架机的牵伸
1.1 设备配置
(某厂)COSMATEX梳毛机(176头,8杆毛卷),YZJ-1走架细纱机(528锭),Savio全自动络筒机、并线机和捻线机。
2 各工序的支数控制
2.1 和毛工序
为了减少混料对梳毛出条(我们称之为粗纱)支数的影响,我们要求混料各部位的上机回潮要均匀。每次混料进入小毛仓闷毛24小时准备上梳毛机前,检验人员要在小毛仓的不同的五个部位抽样检验回潮,五个回潮差异不能超过±3%,否则要求重新倒毛仓使混料的回潮均匀。
2.2 梳毛工序
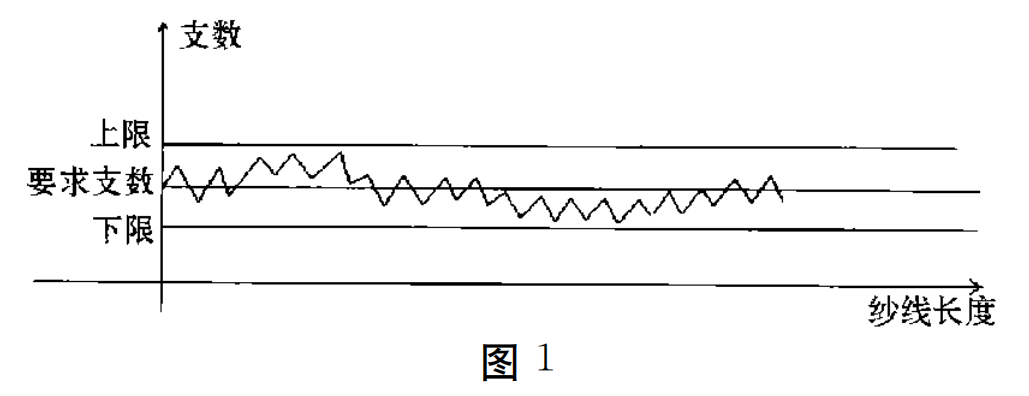
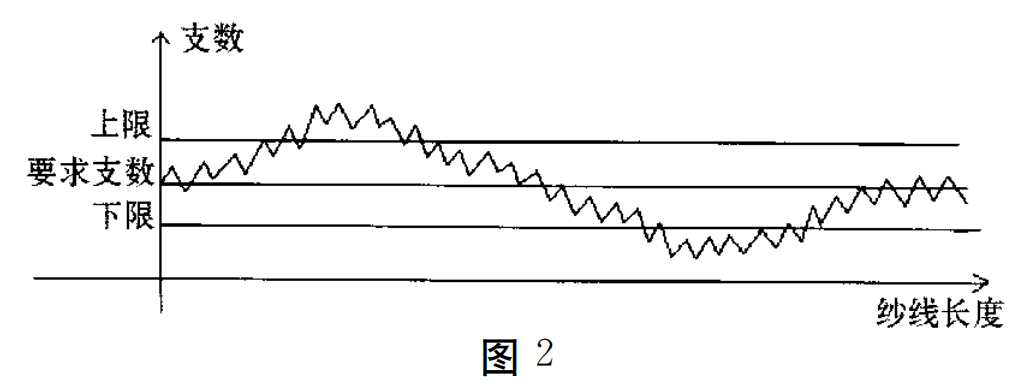
梳毛机支数的稳定是成品纱线支数稳定、准确的最基本保证。这道工序如果出现问题,后道工序很难发现,也很难控制弥补。纺纱过程中由于纤维的随机分布,即使在理想条件下进行纺纱,纱条的各断面内的纤维根数也不是相同的,因而形成一种分布,使纱条的断面出现某种程度的不匀。此外,纤维自身断面的不匀,也影响纱条断面积的不匀。由这些原因形成的纱条的不匀叫随机不匀率,这种不匀是与生俱来无法消除的,我们要控制的是在生产中产生的附加的超出正常允许波动范围的不匀。生产中支数的波动一般是以下两种情况,如图1是正常的波动,图2是有需要控制的超出范围的波动。
配好一车细纱后(假设细纱要求支数范围为23.3Nm ~24.3Nm ),按如下计算牵伸倍数:三落粗纱的平均支数为(17.2+17.3+17.5)÷3=17.33Nm,细纱支数为要求支数范围的中间支数23.8Nm,牵伸倍数=23.8÷17.33=1.3733。根据这个牵伸倍数设定好,开始做批头检验,看计算的牵伸是否合适,否则需要重新调整、复验直到合适,之后在纺到小纱、中纱、大纱时也要检验三次支数,调整、复验使三落纱支始终保持在要求支数范围内,需要说明的是我们在某一时间段测得的纱线支数值很难推断出下一时间段支数的波动趋势,因此牵伸每次调整只能微调,这样可以避免过大的支数跳动造成织片薄厚档。表1是这车细纱的具体检测和控制数据。

络筒这道工序关键是要执行每一落毛卷分开卷装成型,而且把细纱的小、中、大纱纱支注明在一张工作票上和成型纱放在一起为并线工序做准备。
并线工序根据工作票上的支数情况选择相并后的支数在要求范围内的两落纱相并,使这道工序充分发挥好对支数有一个补救的作用。
捻线工序对支数的调整没有任何作用。
3 结 论
 客服:400-993-0950
客服:400-993-0950
 电话:0512-63365510
电话:0512-63365510
 传真:0512-63341238
传真:0512-63341238
 微信:szylfg_public
微信:szylfg_public
 地址:苏州市吴江区太湖新城菀坪社区同安东路39号
地址:苏州市吴江区太湖新城菀坪社区同安东路39号
 扫一扫 关注我们
扫一扫 关注我们